
۱. مقدمه
- تعریف ساعتکردن (Dialing) و نقش آن در دقت قطعه.
- اهمیت آن در جلوگیری از خطای هممحوری، ارتعاش و ساییدگی ابزار.
۲. ابزار مورد نیاز
- ساعت اندیکاتور (Dial Indicator) و پایه مغناطیسی (Magnetic Base).
- آچار آلن یا بکس برای تنظیم گیره.
- پارچه و اسپری تمیزکننده برای حذف برادهها.
- در صورت لزوم بلوکهای گیج یا تراز صنعتی.
۳. مراحل گامبهگام ساعت کردن گیره روی میز CNC
- نظافت و آمادهسازی: سطح میز و گیره کاملاً تمیز و خشک باشد.
- نصب ساعت روی اسپیندل: پایه مغناطیسی یا کولت ساعت را روی محور Z ببندید.
- تماس نوک ساعت با سطح فک ثابت گیره: نقطهی صفر بهدست آید.
- چرخاندن محور X: عقربه ساعت در طول فک حرکت میکند — اختلاف عقربه، خطای تراز است.
- تنظیم موقعیت گیره: با شل کردن پیچهای دو سر گیره و ضربههای سبک با چکش پلاستیکی تا وقتی اختلاف از ۰.۰۲ میلیمتر کمتر شود.
- سفتکردن و کنترل نهایی: دوباره مسیر را ساعت کنید؛ انحراف نباید بیش از ±۰.۰۱ میلیمتر باشد.
۴. ساعت کردن قطعهکار استوانهای
- نوک ساعت روی سطح بیرونی جسم قرار گیرد.
- محور اسپیندل بهصورت دستی چرخانده شود تا Runout اندازهگیری شود.
- با تنظیم فکهای سهنظام یا فیکسچر، خطا را به صفر نزدیک کنید.
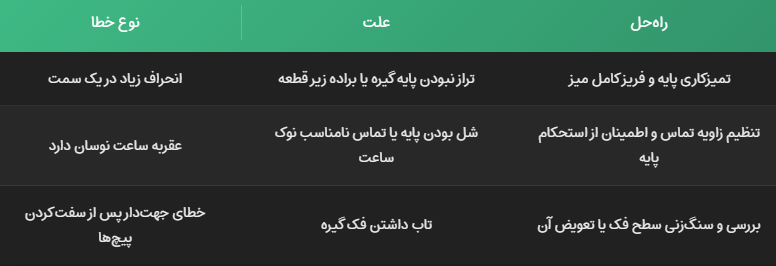
۵. خطاهای متداول در ساعتکاری
۶. کنترل نهایی و ثبت گزارش دقت
- اندازه انحراف ثبت شود (مثلاً: ۰.۰۱ mm در X و ۰.۰۰۵ mm در Y).
- در کارگاههای رسمی، فرم «گزارش دقت ساعتکاری» برای دستگاههای CNC نگهداری میشود.
۷. نکات ایمنی و حرفهای
- هرگز دستگاه روشن نباشد هنگام تماس ساعت با قطعه.
- از ابزار نرم برای ضربهها استفاده شود.
- ساعتها را پس از استفاده در جعبه ضدضربه نگهداری کنید.
۸. نتیجهگیری
ساعت کردن صحیح پایهایترین مهارت فنی در ماشینکاری دقیق است؛ اجرای درست آن نهتنها از خطاهای تلرانسی جلوگیری میکند، بلکه عمر ابزار، بلبرینگ اسپیندل و کیفیت سطح را بهبود میبخشد.
🧭 ساختار تفصیلی و محتوای نهایی مقاله
۱. مقدمه: مفهوم ساعتکاری و هدف آن
- تعریف دقیق «ساعت کردن» (Dialing-in): تنظیم موقعیت فیزیکی قطعه، فیکسچر یا ابزار در دستگاه CNC بهگونهایکه محور چرخش اسپیندل و سطح یا محور قطعه هممحور و همتراز باشند.
- توضیح اینکه بدون ساعتکاری دقیق، خطای چند صدم میلیمتر در نهایت به خطای چند دهم میلیمتر روی قطعه منجر میشود.
- مثال صنعتی: در کار دقیق قالبسازی، انحراف ۰.۰۲ mm میتواند موجب گیرکردن لغزندهها شود.
۲. ابزار و تجهیزات مورد نیاز

۳. انواع عملیات ساعتکاری
- ساعت کردن محور اسپیندل (Spindle Runout Check)
- هدف: بررسی سلامت بلبرینگ اسپیندل و انحراف محوری ابزار.
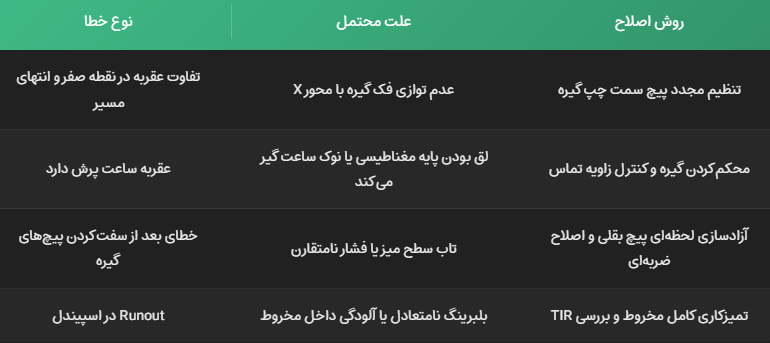
- روش: قرار دادن ساعت روی بلوک ثابت و چرخش دستی اسپیندل؛ انحراف بیش از ۰.۰۱ mm نشانهی مشکل است.
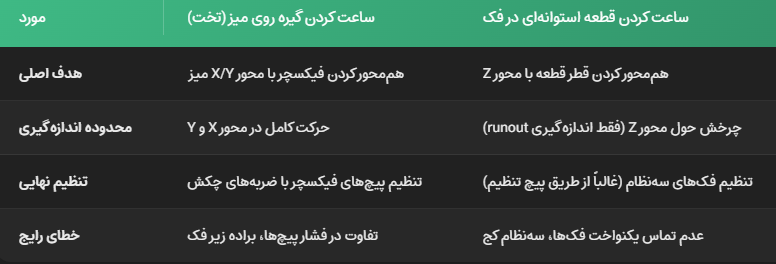
- ساعت کردن گیره یا فیکسچر روی میز
- پرکاربردترین حالت؛ معمولاً هنگام آغاز هر پروژه CNC.
- کنترل در جهت محور X، سپس کنترل توازی نسبت به محور Y.
- ساعت کردن قطعهکار
- اگر قطعه استوانهای در سهنظام بسته شده است: بررسی هممحوری (Concentricity).
- اگر قطعه تخت است: بررسی تختی (Flatness) و موازی بودن با میز.
۴. روش گامبهگام ساعت کردن گیره روی میز CNC
- نظافت سطح گیره و میز: حتی برادهی ریز آلومینیوم میتواند ۰.۰۵ mm خطا ایجاد کند.
- نصب ساعت روی اسپیندل: ساعت را با پایهی مغناطیسی یا بوش کولت وصل کنید؛ نوک ساعت عمود بر فک گیره تنظیم شود.
- یافتن نقطه صفر: ساعت را در سمت راست فک تنظیم و عدد صفر را ست کنید.
- حرکت محور X: بهآرامی محور را حرکت دهید تا عقربه تغییر کند.
- تحلیل عقربه:
- اگر انحراف مثبت/منفی بیش از ۰.۰۲ mm باشد → پیچ سمت مقابل گیره را کمی آزاد یا محکم کنید.
- هر بار با ضربهی سبک از چکش پلاستیکی تراز را اصلاح کنید.
- تکرار کنترل: مرحلهی ۴ را دوباره تا رسیدن به انحراف زیر ±۰.۰۱ mm ادامه دهید.
- سفتکردن نهایی: بعد از تراز کامل، پیچهای گیره را به صورت متقارن سفت کنید و مجدداً انحراف را بررسی کنید (در اثر پیچیدن ممکن است مجدداً ۲ یا ۳ صدم تغییر کند).
۵. ساعت کردن قطعهکار گرد (داخل سهنظام یا فیکسچر)
- نوک ساعت در تماس با سطح خارجی قطعه.
- محور اسپیندل یا کولت بهصورت دستی دوران داده شود.
- دقت خواندن در چند موقعیت (۰،۹۰،۱۸۰،۲۷۰ درجه).
- اصلاح خطا با تنظیم فکهای سهنظام یا گیرهی چهار فک مستقل.
نکته حرفهای: بهترین نتیجه زمانی است که ساعت در موقعیتی نصب شود که جهت تماس نوک آن عمود بر خطای احتمالی باشد.
۷. کنترل نهایی و مستندسازی
- انجام ساعت دوباره بعد از ۱۰ دقیقه برای کنترل پایداری.
- ثبت مقدار انحراف در فرم کنترل دقت (Inspection Log) شامل تاریخ، نام اپراتور، دستگاه و مقدار انحراف.
- اگر دستگاههای متعدد در کارگاه موجودند، این دادهها برای ارزیابی وضعیت توازی میز در بلندمدت مؤثر است.
۸. نتیجهگیری فنی و آموزشی
ساعت کردن صرفاً یک مرحلهی اولیه نیست، بلکه فرآیند تثبیت دقت در کل پروسهی ماشینکاری است.
دقت ۰.۰۱ میلیمتر در شروع یعنی دقت نهایی در محصول.
همتراز بودن گیره، فیکسچر و اسپیندل در کنار تمیزی سطح، از عوامل اصلی کاهش خطای هندسی در CNC هستند.
✅ ضمیمه پیشنهادی برای فایل PDF:
- تصویر یا شماتیک “محل نصب ساعت اندیکاتور روی اسپیندل”
- تصویر “زاویه تماس نوک ساعت و فک گیره”
- نمونه فرم ثبت کنترل ساعتکاری
محتوای نهایی مقاله (سطح کارگاهی پیشرفته)
عنوان نهایی: «ساعت کردن دستگاه CNC: راهنمای جامع کالیبراسیون تراز میز و فیکسچر (با تمرکز بر دقت ۰.۰۰۵ میلیمتر)»
۱. مقدمه: ساعتکاری، شاهکلید دقت در ماشینکاری CNC
- تعریف فنی: ساعت کردن، فرآیند تطبیق محور دوران اسپیندل (Spindle Axis) با یک سطح مرجع (میز CNC یا فیکسچر/قطعهکار) است تا انحراف شعاعی (Radial Runout) به حداقل مقدار مجاز (معمولاً زیر ۰.۰۱ mm) برسد.
- پیامدهای فنی عدم ساعتکاری:
- کیفیت سطح: ایجاد اثرات موجی یا خطوط تکراری (Chatter Marks) روی قطعه.
- طول عمر ابزار: سایش نامتوازن لبههای ابزار و شکستگی زودرس، بهخصوص در ابزارهای کوچک یا الماسه.
- تلرانسهای هندسی: عدم دستیابی به تلرانسهای دقیق در سوراخکاری و ایجاد مشکل در مونتاژ قطعات.
۲. تجهیزات مورد نیاز: ابزارهای دقیق و نحوه انتخاب
علاوه بر ابزارهای اولیه، موارد زیر اهمیت بیشتری پیدا میکنند:
- ساعت اندیکاتور دیجیتال (Digital Dial Indicator): توصیهشده برای دقتهای زیر ۰.۰۰۵ mm، بهخاطر خوانایی آسانتر و قابلیت ثبت (Data Hold).
- پایه مغناطیسی با قابلیت قفل مرکزی (Central Lock Base): قفل شدن همزمان هر سه محور پایه، ثبات مطلق را تضمین میکند.
- استوانهی مرجع (Reference Cylinder): در صورت نبود سطح مرجع بزرگ، از یک استوانه سختکاری شده با سطح پولیشخورده برای نصب در کولت اسپیندل استفاده میشود تا ساعت روی آن تنظیم شود.
۳. تفاوتهای اساسی در متدهای ساعتکاری
۴. روش اجرایی پیشرفته: ساعت کردن فیکسچر (Zeroing the Fixture)
- تنظیم اولیه ارتفاع و نصب ساعت: کولت ساعت را نصب کنید. ساعت را طوری تنظیم کنید که در نزدیکی مرکز گیره، ناحیهای مسطح و تمیز را اسکن کند. (بهترین موقعیت تماس، در فاصله ۷۵٪ تا ۹۰٪ شعاع گیره از مرکز اسپیندل است).
- بررسی توازی محور X:
- عقربه را روی صفر تنظیم کنید.
- حرکت در محور X: محور را به آرامی حرکت دهید. اگر انحراف در انتها (نزدیکترین نقطه به اپراتور) بیشتر از نزدیکترین نقطه بود، نشاندهنده عدم تراز نسبت به محور Y است.
- تنظیم: پیچهای تراز (اگر گیره مجهز به پیچهای تنظیم باشد) یا پیچهای بستن گیره را بهصورت متناوب تنظیم کنید.
- بررسی توازی محور Y:
- با استفاده از جابهجایی در محور Y، انحراف را در دو نقطه دور از هم اندازهگیری کنید (مثلاً در گوشه بالا و پایین فک گیره).
- این تنظیم دشوارتر است و معمولاً نیاز به جابهجایی کل گیره بر روی میز دارد.
- نکته طلایی (The Golden Rule): بعد از هر تنظیم در یک محور، باید مجدداً ساعت را در نقطه شروع چک کرد، زیرا سفت کردن یک پیچ میتواند بر پیچ دیگر تأثیر بگذارد. همیشه تکرار کنید.
۵. تحلیل مشکلات پیشرفته (Troubleshooting)

۶. کنترل کیفیت و مستندسازی برای پروژههای حساس
برای قطعات هوافضا یا قالبهای تزریق پلاستیک، تاییدیه دقت (Accuracy Sign-off) ضروری است.
- استاندارد قابل قبول: برای دقتهای بالا، تلرانس ساعتکاری باید حداکثر ±۰.۰۰۵ mm باشد.
- ثبت لاگ: ثبت زمان، دمای محیط کارگاه (تأثیر بر انبساط قطعات بزرگ) و مشخصات ابزار ساعتکاری.
۷. نتیجهگیری نهایی
ساعت کردن یک مهارت تکرارشونده است که صحت آن نه تنها به ابزار، بلکه به انضباط اپراتور وابسته است. درک تفاوت بین runout اسپیندل و عدم تراز میز، اپراتور را از یک کاربر صرف به یک متخصص در بهینهسازی فرآیند ماشینکاری تبدیل میکند.
دیدگاه خود را بنویسید