
- تراشکاری مخروطی (Taper Turning):
- چرا نیاز داریم مخروط بتراشیم؟ کاربردهاش کجاست؟ (مثل اتصالات، قطعات ماشینآلات)
- روشهای مختلف ایجاد مخروط:
- با استفاده از لینت (Tailstock Offset)
- با استفاده از ابزار مرغک متحرک (Compound Slide)
- با استفاده از دستگاههای کپی تراش (Taper Turning Attachment)
- تراشکاری مخروطی در CNC (مفهوم برنامه نویسی و محاسبه زوایا)
- محاسبات مربوط به تراشکاری مخروطی (مثلاً محاسبه آفست مرغک)
- رزوه زنی (Thread Cutting):
- مفاهیم پایه رزوه (گام، قطر، فرم رزوه)
- انواع رزوه: مثلثی، مربعی، ذوزنقهای و… و کاربرد هر کدام.
- روشهای رزوه زنی:
- با استفاده از دستگاه تراش سنتی (انتخاب چرخدندهها، تنظیم سرعت، درگیری مهره نیمپیچ)
- رزوه زنی با دستگاه CNC (برنامهنویسی و استفاده از سیکلهای رزوه زنی)
- ابزارهای رزوه زنی.
- نکات و چالشها در رزوه زنی دقیق.

- شیار زنی (Grooving):
- چرا شیار میزنیم؟ (آببندی، محل نصب اورینگ، شیار خروج ابزار)
- ابزارهای شیار زنی.
- شیار زنی داخلی و خارجی.
- دقت در عرض و عمق شیار.

- برقوکاری (Reaming):
- هدف از برقوکاری (افزایش دقت و کیفیت سطح داخلی سوراخ)
- انواع برقو (دستی، ماشینی، قابل تنظیم)
- مراحل برقوکاری (سوراخکاری اولیه، رعایت میزان بار)
- نکات مهم برای رسیدن به دقت بالا.

- تراشکاری قطعات خارج از مرکز (Eccentric Turning):
- کاربردها (میللنگ، بادامک، قطعات خاص)
- نیاز به فیکسچرهای خاص یا استفاده از چهارنظام مستقل.
- چالشهای تنظیم و دقت.

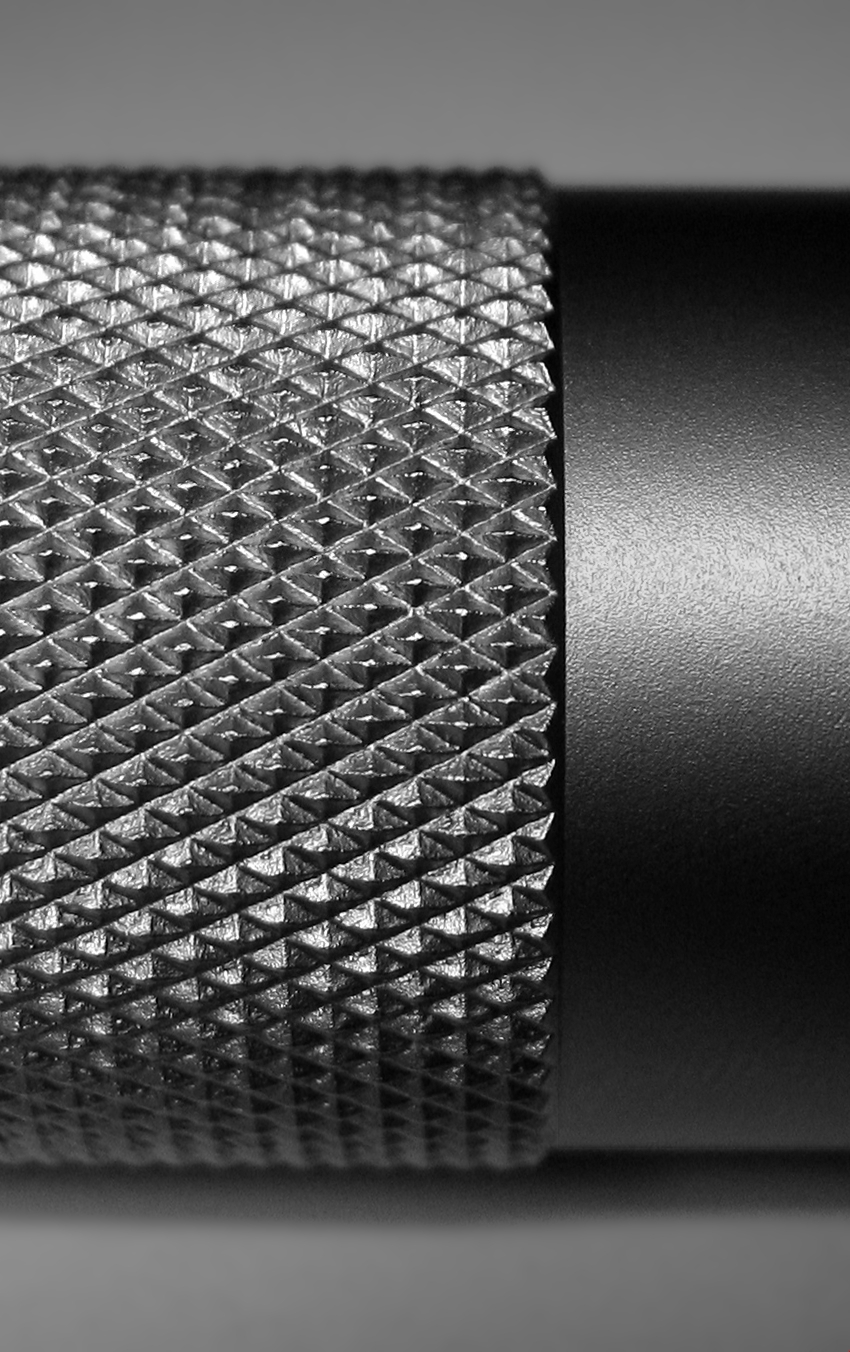
- آج زنی (Knurling):
- هدف (ایجاد بافت برجسته برای افزایش چسبندگی یا زیبایی)
- انواع آج (مستقیم، چپ و راست)
- ابزارهای آج زنی (انواع غلتکها)
- نکات مهم برای آج زنی موفق.
۱. تراشکاری مخروطی (Taper Turning)
هدف: ایجاد سطوح مخروطی روی قطعه کار.
کاربردها:
- اتصالات مخروطی: برای مونتاژ دقیق و محکم قطعات بدون نیاز به پیچ و مهره (مثل اتصالات اسپیندل ماشینابزار).
- پینهای مخروطی: برای همراستایی دقیق و موقت دو قطعه.
- شیرآلات و لولهها: برای آببندی بهتر.
- قطعات تزئینی: ایجاد زیبایی در طراحی.
روشهای ایجاد مخروط:
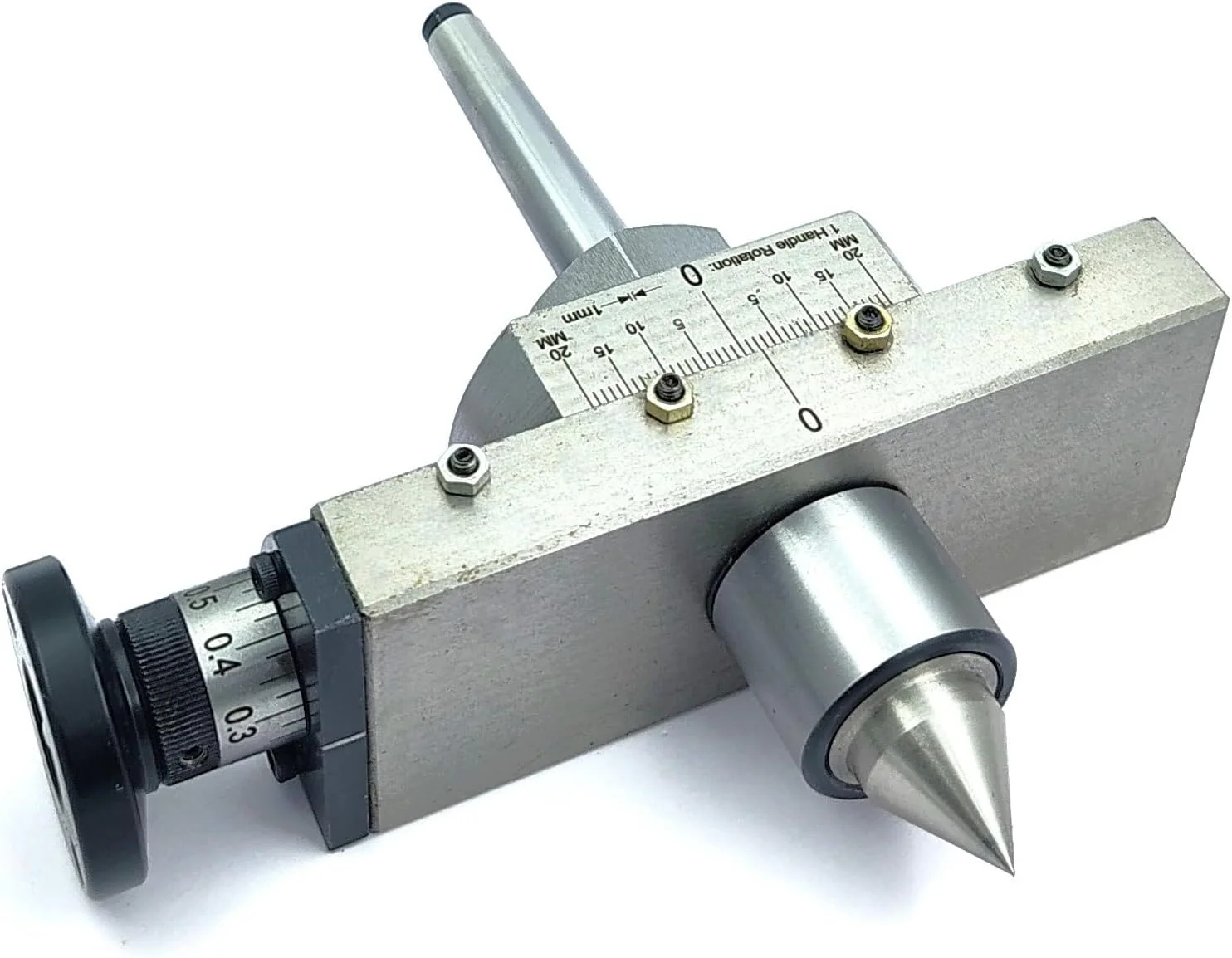
- الف) با استفاده از لینت (Tailstock Set-Over Method):
- اصل کار: جابجا کردن محور مرغک (Tailstock) نسبت به محور اسپیندل اصلی. این کار باعث میشه ابزار تراش، در حین حرکت طولی، یک مسیر مورب رو طی کنه و سطح مخروطی ایجاد بشه.
- مزایا: نسبتاً ساده برای پیادهسازی روی ماشینهای سنتی.
- معایب:
- فقط برای مخروطهای خارجی با طول زیاد مناسبه.
- نیاز به محاسبات دقیق برای تعیین میزان آفست مرغک.
- ممکنه باعث سایش نامتقارن مرغک بشه.
- محاسبات:
- برای مخروط کامل: Set-over = (D - d) * L / (2 * l)
- D = قطر بزرگ مخروط
- d = قطر کوچک مخروط
- L = طول کل قطعه
- l = طول مخروط
- برای نصف مخروط (در صورتی که فقط یک طرف مخروطی باشه): Set-over = (D - d) / 2
- ب) با استفاده از ابزار مرغک متحرک (Compound Slide Method):
- اصل کار: چرخاندن ابزارگیر (Compound Slide) به زاویه مورد نظر و حرکت دادن اون با دست.
- مزایا:
- مناسب برای مخروطهای کوتاه و شیبدار (هم خارجی و هم داخلی).
- تنظیم سریع و آسان.
- معایب:
- فقط برای طولهای کوتاه مناسبه، چون باید به صورت دستی حرکت داده بشه.
- دقت کمتر در مقایسه با روشهای دیگه برای طولهای بلند.
- ج) با استفاده از دستگاههای کپی تراش (Taper Turning Attachment):
- اصل کار: یک مکانیزم راهنما که حرکت ابزار رو کنترل میکنه و به صورت خودکار، متناسب با شیب راهنما، ابزار رو جابجا میکنه.
- مزایا:
- دقت بالا و کیفیت سطح عالی.
- امکان تراشکاری مخروطهای خارجی و داخلی.
- عملکرد خودکار.
- معایب: نیاز به تجهیزات جانبی و نصب روی دستگاه.
- د) تراشکاری مخروطی در CNC (Computer Numerical Control):
- اصل کار: برنامهنویسی دستگاه برای حرکت ابزار در یک مسیر خطی با شیب مشخص.
- مزایا:
- دقت فوقالعاده بالا و تکرارپذیری بینظیر.
- امکان تراشکاری مخروطهای پیچیده و ترکیبی.
- بدون نیاز به تنظیمات مکانیکی دستی.
- برنامهنویسی: استفاده از کدهای G01 با مختصات نقطه شروع و پایان مخروط. مثلاً: G01 X... Z... F... که X و Z مختصات نهایی رو مشخص میکنن و دستگاه خودش شیب رو محاسبه میکنه.
۲. رزوه زنی (Thread Cutting)
هدف: ایجاد رزوههای دقیق روی قطعات برای مونتاژ با پیچ و مهره یا اتصالات لولهای.
مفاهیم پایه رزوه:
- قطر اسمی (Nominal Diameter): قطر بیرونی رزوه.
- قطر گام (Pitch Diameter): قطر نظری که دندانههای رزوه در اون عرض یکسانی دارن.
- گام (Pitch): فاصله بین دو نقطه متناظر در دو دندانه مجاور رزوه (بر حسب میلیمتر یا اینچ).
- عمق رزوه: فاصله بین نوک رزوه و ریشه رزوه.
- فرم رزوه (Thread Form): شکل مقطع رزوه (مثلاً مثلثی، مربعی، ذوزنقهای).
انواع رزوه و کاربردها:
- رزوههای مثلثی (V-Thread): پرکاربردترین نوع، برای اتصال عمومی قطعات (مثلاً متریک، UNC، UNF).
- رزوههای مربعی (Square Thread): برای انتقال نیرو در حرکتهای خطی (مثل جکها، پیچهای بالابر).
- رزوههای ذوزنقهای (Acme Thread): ترکیبی از مربع و مثلثی، برای انتقال نیرو با کارایی بالا (مثلاً پیچهای لید اسکرو در ماشینابزار).
- رزوههای ارهای (Buttress Thread): برای انتقال نیرو در یک جهت (مثلاً در پرسها).
روشهای رزوه زنی:
- الف) با استفاده از دستگاه تراش سنتی:
- انتخاب چرخدندهها: مهمترین مرحله برای تنظیم نسبت سرعت چرخش قطعه کار و حرکت ریل (Lead Screw) به منظور دستیابی به گام صحیح. (نیاز به جداول چرخدندههای ماشین).
- تنظیم سرعت اسپیندل: سرعت پایین برای کنترل بهتر و دقت بالاتر.
- ابزار رزوه زنی: ابزار تک نقطهای با زاویه صحیح (۶۰ درجه برای متریک و UN، ۵۵ درجه برای Whitworth و…).
- درگیری مهره نیمپیچ (Half-Nut Lever): اهرمی که ریل دستگاه (Lead Screw) رو به کالسکه متصل میکنه و حرکت طولی ابزار رو در حین چرخش قطعه کار کنترل میکنه. درگیری صحیح در یک نقطه مشخص برای جلوگیری از خطا.
- مراحل رزوه زنی:
- تنظیم ابزار به صورت دقیق.
- تنظیم دور و گام.
- اولین پاس کاری (گرفتن فقط نوک رزوه).
- عمق دادن تدریجی ابزار در هر پاس (معمولاً با حرکت ابزارگیر با زاویه ۲۹.۵ یا ۳۰ درجه برای توزیع بار روی دو لبه ابزار).
- برگشت ابزار به عقب با سرعت بالا (بدون تماس با قطعه) برای شروع پاس بعدی.
- چک کردن رزوه با شابلون رزوه (Thread Gauge).
- ب) رزوه زنی با دستگاه CNC:
- اصل کار: برنامهنویسی دستگاه با استفاده از سیکلهای رزوه زنی.
- مزایا:
- دقت بسیار بالا و تکرارپذیری عالی.
- سرعت بالا در تولید.
- امکان تولید رزوههای پیچیده (مانند رزوههای چندراهه).
- کاهش خطای انسانی.
- برنامهنویسی: استفاده از سیکلهای رزوه زنی مانند G76 (برای فنک) یا G92 (برای میتسوبیشی و برخی دیگر).
- مثال (مفاهیم کلی G76): G76 P... Q... R... و G76 X... Z... R... P... Q... F... (اینجا باید پارامترهای هر کنترلر رو دقیق توضیح داد: P برای نوع و عمق اولین پاس، Q برای حداقل عمق برادهبرداری، R برای برگشت ابزار در انتهای پاس و X, Z برای قطر و طول نهایی، P برای ارتفاع رزوه، Q برای عمق اولین پاس و F برای گام).
- نکات: نیاز به تنظیم دقیق جبران شعاع ابزار و سرعت برادهبرداری.
ابزارهای رزوه زنی:
- ابزارهای اینسرتدار (Indexable Inserts): کاربید، با روکشهای مختلف، امکان تعویض سریع لبه برنده.
- ابزارهای یکپارچه (Solid Tools): HSS، برای کارهای سبکتر یا رزوههای خاص.
- شابلون رزوه (Thread Gauge): برای کنترل گام و فرم رزوه.

چالشها و نکات مهم:
- لرزش: کنترل لرزش در حین رزوه زنی برای کیفیت سطح.
- خنککاری: استفاده از مایع خنککننده مناسب برای عمر ابزار و کیفیت سطح.
- باردهی: عمق برادهبرداری مناسب در هر پاس برای جلوگیری از شکستن ابزار.
- تنظیم دقیق ابزار: هم مرکز بودن ابزار با قطعه کار برای فرم صحیح رزوه.
۳. تکنیکهای سطحسازی و پرداخت نهایی (Surface Finishing and Polishing)
تراشکاری فقط به فرم دهی اولیه محدود نمیشه؛ کیفیت سطح نهایی هم از اهمیت بالایی برخورداره.
- اصول پرداخت سطح: چرا سطح صاف و براق مهمه؟ (کاهش اصطکاک، جلوگیری از خوردگی، زیبایی).
- عوامل موثر بر کیفیت سطح: سرعت برش، نرخ پیشروی، عمق برادهبرداری، نوع ابزار، روانکار.
- روشهای پرداخت سطح در تراشکاری:
- فاین تراشکاری (Fine Turning): استفاده از ابزارهای با شعاع نوک بزرگ و نرخ پیشروی بسیار کم برای دستیابی به سطوح صیقلی.
- هونینگ (Honing): استفاده از ابزارهای ساینده چرخشی و رفت و برگشتی برای بهبود کیفیت سطح داخلی سوراخها.
- لپینگ (Lapping): یک فرآیند پرداخت نهایی با دقت بسیار بالا که با استفاده از ذرات ساینده آزاد بین قطعه کار و ابزار انجام میشه.
- پالیشینگ (Polishing): استفاده از چرخهای نمدی یا پارچهای به همراه خمیرهای ساینده برای ایجاد سطح براق و آینهای.
- اندازهگیری کیفیت سطح: معرفی دستگاههای اندازهگیری زبری سطح (Roughness Tester) و پارامترهای Ra, Rz و…
۴. تراشکاری قطعات پیچیده و خاص
بعضی قطعات، به خاطر هندسه پیچیدهشون، نیاز به رویکردهای خاصی در تراشکاری دارن.
- تراشکاری بادامک (Cam Turning):
- چرا بادامکها مهم هستن؟ (تبدیل حرکت دورانی به خطی با الگوهای خاص).
- چالشها: نیاز به حرکت غیرخطی ابزار، معمولاً با استفاده از دستگاههای CNC چند محوره یا سیستمهای کپیتراش پیشرفته.
- نرمافزارهای CAM برای تولید G-Code پیچیده.
- تراشکاری قطعات نامتقارن (Irregular/Asymmetrical Parts):
- چالشها: نیاز به بالانس کردن قطعه کار (با وزنههای تعادل) در چهارنظام برای جلوگیری از لرزش و آسیب به دستگاه.
- استفاده از چهارنظام مستقل (Independent Jaw Chuck) برای گرفتن قطعات نامنظم.
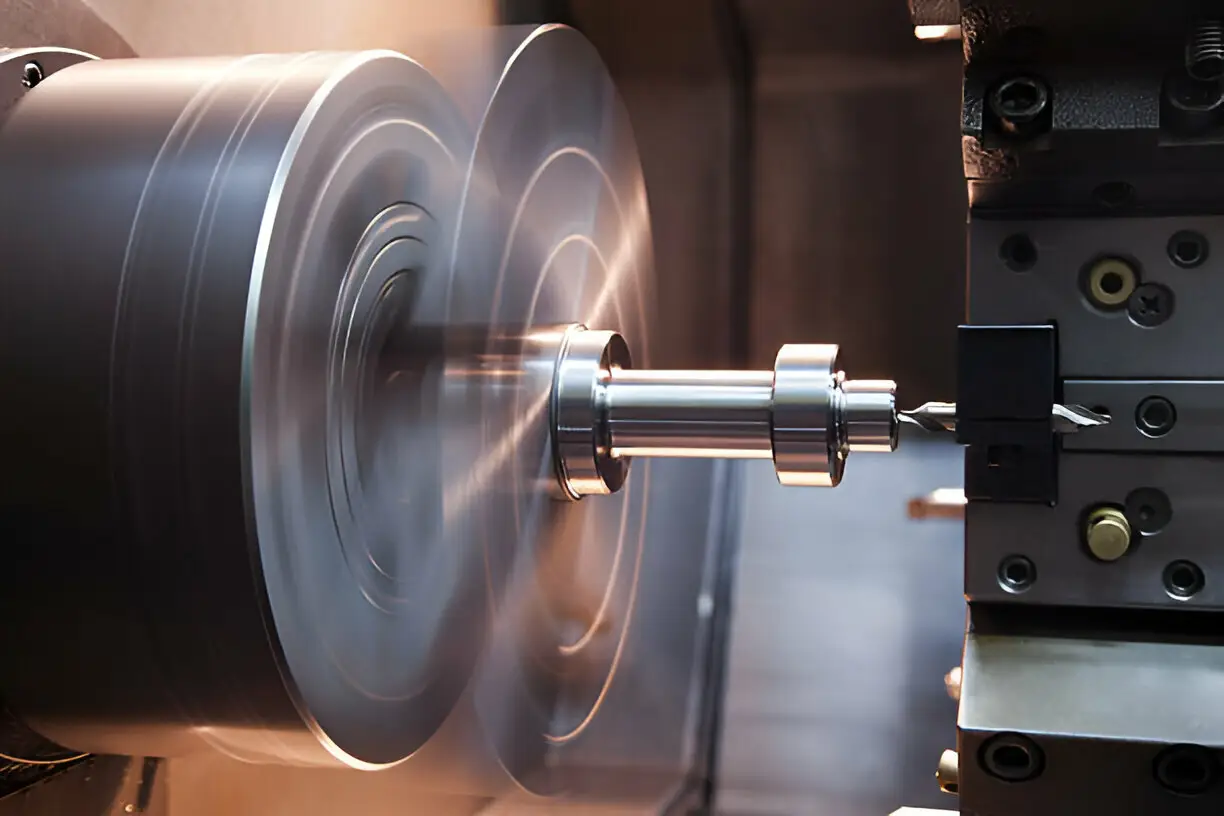
- تراشکاری قطعات طویل و باریک (Long and Slender Parts):
- مشکلات: خمش و لرزش قطعه در حین تراشکاری.
- راهحلها:
- استفاده از لینت ثابت (Steady Rest): برای ساپورت قطعه در طول فرآیند.
- استفاده از لینت متحرک (Follow Rest): که همراه با ابزار حرکت میکنه و درست پشت سر ابزار از قطعه حمایت میکنه.
- کاهش عمق برادهبرداری و نرخ پیشروی.
۵. بهینهسازی فرآیندهای تراشکاری
چگونه میتوان فرآیند تراشکاری را کارآمدتر، سریعتر و اقتصادیتر کرد؟
- انتخاب بهینه پارامترهای برش:
- سرعت برش (Cutting Speed): تاثیر بر عمر ابزار و کیفیت سطح.
- نرخ پیشروی (Feed Rate): تاثیر بر زمان ماشینکاری و کیفیت سطح.
- عمق برادهبرداری (Depth of Cut): تاثیر بر نرخ برادهبرداری و پایداری فرآیند.
- استفاده از جداول و فرمولها: برای انتخاب بهینه پارامترها بر اساس جنس قطعه، جنس ابزار و نوع عملیات.
- انتخاب ابزار مناسب:
- جنس ابزار: HSS، کاربید، سرامیک، CBN و PCD (هر کدام با کاربردها و محدودیتهای خاص).
- هندسه ابزار: زوایای مختلف ابزار برای مواد مختلف و عملیاتهای متفاوت (زاویه براده، زاویه گوه).
- روکش ابزار (Coating): افزایش سختی، مقاومت به سایش و دما (مثل TiN, TiAlN).
- سیستمهای خنککاری و روانکاری:
- چرا خنککاری؟ کاهش دما، شستشوی براده، کاهش اصطکاک.
- انواع سیالات برش: مایعات بر پایه آب (امولسیون)، روغنها، هوای فشرده، خنککاری حداقل مقدار (MQL).
- روشهای اعمال: پاششی، غرقابی، پرفشار.
- استفاده از نرمافزارهای شبیهسازی و CAM:
- CAM (Computer-Aided Manufacturing): تبدیل طراحی CAD به G-Code برای دستگاه CNC.
- شبیهسازی فرآیند: بررسی و بهینهسازی مسیر ابزار، شناسایی برخوردها و کاهش ضایعات قبل از ماشینکاری واقعی.
۱. تراشکاری مخروطی (Taper Turning) - جزئیات عمیق
همونطور که میدونی، تراشکاری مخروطی برای ایجاد سطوح با شیب ثابت کاربرد داره. حالا بریم سراغ “بیشتر”:
۱.۱. مفاهیم و تعاریف کلیدی در تراشکاری مخروطی:
- مخروطی بودن (Taper per Foot/Inch یا Taper Ratio): مقدار تغییر قطر در واحد طول. مثلاً “یک اینچ در فوت” یعنی در هر ۱۲ اینچ طول، قطر ۱ اینچ تغییر میکنه. این نسبت برای قطعات مختلف (مانند پینهای مورس) استاندارد شده است.
- زاویه مخروط (Taper Angle - α): زاویه بین سطح مخروطی و محور قطعه کار. این زاویه اغلب در نقشهها با محور قطعه یا گاهی با خطی عمود بر آن مشخص میشود.
- نیمزاویه مخروط (Half Taper Angle - α/2): زاویهای که معمولاً در تنظیم ابزار یا ماشینکاری با ابزار مرغک متحرک استفاده میشود.
۱.۲. محاسبات دقیق برای آفست لینت (Tailstock Offset Method):
این روش برای مخروطهای طویل و کمشیب مناسب است.
- فرمول اصلی:
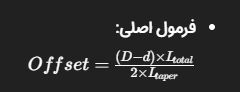 که در آن:
که در آن:- D: قطر بزرگ مخروط
- d: قطر کوچک مخروط
- Ltaper: طول بخش مخروطی که قرار است ماشینکاری شود.
- Ltotal: طول کل قطعه کار بین مرغکها (که باید دقیق اندازهگیری شود).
- نکات مهم محاسباتی:
- واحدها: حتماً مطمئن شوید که همه واحدها (میلیمتر یا اینچ) یکسان باشند.
- دقت: آفست باید با دقت بسیار بالا تنظیم شود، حتی کسری از میلیمتر میتواند زاویه مخروط را تغییر دهد.
- تغییرات شعاعی/قطری: توجه داشته باشید که Offset تغییر در مرکز لینت (شعاعی) است، در حالی که (D−d) تغییر قطر (قطری) است.
۱.۳. تنظیم دقیق ابزار مرغک متحرک (Compound Slide Method):
- مزایا:
- امکان ایجاد مخروطهای با شیب زیاد و طول کوتاه.
- نیاز به تنظیم زاویه دقیق.
- روش تنظیم:
- محاسبه نیمزاویه مخروط (α/2).
- آزاد کردن پیچهای نگهدارنده ابزار مرغک متحرک.
- چرخاندن آن به اندازه α/2 با استفاده از درجهبندی روی ابزار مرغک متحرک.
- سفت کردن مجدد پیچها.
- پیشروی دستی ابزار برای ایجاد مخروط.
- چالشها: محدودیت در طول تراشکاری (به خاطر طول حرکت ابزار مرغک متحرک).
۱.۴. تراشکاری مخروطی با دستگاه کپیتراش (Taper Turning Attachment):
- اصول کار: این مکانیزم دارای یک شابلون (راهنما) است که با زاویه مخروط مورد نظر تنظیم میشود. حرکت ابزار به موازات این شابلون هدایت میشود.
- مزایا:
- دقت بالا و تکرارپذیری خوب برای تولید سری.
- امکان ایجاد مخروطهای داخلی و خارجی.
- تنظیمات:
- تنظیم زاویه ریل راهنما بر اساس نیمزاویه مخروط.
- تنظیم فاصله تیغچه تا قطعه کار.
۱.۵. تراشکاری مخروطی در CNC - کدهای G و M و استراتژیها:
- روش معمول: استفاده از کدهای G01 (حرکت خطی) با تعیین نقاط شروع و پایان مخروط.
- مثال (برای فرزکاری خطی): G01 X... Z... F...
- X: قطر نهایی
- Z: طول نهایی
- مثال برنامه نویسی (برش خطی مخروطی از قطر 50 به 30 در طول 100 میلیمتر):

- نکات پیشرفته:
- Compensations: استفاده از جبران شعاع ابزار (G41/G42) برای دقت بالاتر.
- Cycles: برخی کنترلرهای CNC دارای سیکلهای ماکرو برای تراشکاری مخروطی هستند که برنامهنویسی را سادهتر میکنند. (مثلاً G90 در Fanuc برای سیکل تراشکاری طولی ساده که میتواند با تغییر X و Z، مخروط هم بزند).
- استراتژیهای چند مرحلهای: برای مخروطهای بزرگ، ممکن است نیاز به چندین پاس برادهبرداری (Roughing Passes) و سپس یک پاس نهایی (Finishing Pass) باشد.
۲. رزوهزنی (Thread Cutting) - جزئیات عمیق
رزوهزنی از ظرافتهای خاصی برخورداره و نیاز به دقت بالایی داره.
۲.۱. مفاهیم و تعاریف پیشرفته در رزوهزنی:
- گام (Pitch - P): فاصله بین دو نقطه متناظر در دو دنده مجاور (مهمترین پارامتر برای رزوهزنی).
- سرب (Lead - L): مسافتی که مهره با یک دور چرخش کامل پیچ طی میکند. برای رزوههای تکراهه، سرب برابر با گام است. برای رزوههای چندراهه، L=n×PL = n \times PL=n×P که n تعداد راههاست.
- قطر اصلی (Major Diameter - D/d): بزرگترین قطر رزوه.
- قطر فرعی (Minor Diameter - D1/d1): کوچکترین قطر رزوه (قطر هسته).
- قطر گام (Pitch Diameter - D2/d2): قطر فرضی که پهنای دنده و فضای بین دندهها در آن برابر است. این قطر برای جفت شدن صحیح رزوه حیاتی است.
- زاویه پروفیل رزوه (Thread Profile Angle - α): زاویه بین دو پهلوی یک دنده (مثلاً 60 درجه برای رزوههای متری و وایتورث).
۲.۲. انواع رزوهها و کاربردهای خاص:
- رزوههای انتقال قدرت:
- رزوه مربعی (Square Thread): کارایی بالا در انتقال قدرت، اما ساخت دشوار.
- رزوه ذوزنقهای (Trapezoidal Thread): شامل رزوههای اِکمِه (Acme) و سیمپلس (Buttress) که ترکیبی از استحکام و ساخت آسانتر را ارائه میدهند. رزوههای اِکمِه زاویه 29 درجه دارند.
- رزوه ارهای (Buttress Thread): برای انتقال قدرت در یک جهت خاص، دارای یک پهلوی عمود بر محور.
- رزوههای آببندی (Sealing Threads):
- رزوه لولهای (Pipe Thread - BSP/NPT): اغلب مخروطی هستند تا آببندی مناسبی را ایجاد کنند.
۲.۳. رزوهزنی روی دستگاه تراش سنتی - جزئیات مکانیکی و تنظیمات:
- انتخاب چرخدندهها (Gear Train):
- تنظیم چرخدندههای گامزن برای هماهنگی حرکت پیچ راهنما (Lead Screw) و قطعه کار.
- فرمول انتخاب چرخدنده:

- جداول چرخدنده: اکثر دستگاهها جداول راهنما برای تنظیم چرخدندهها دارند.
- تنظیم سرعت اسپیندل: سرعت پایین برای رزوهزنی دقیق و کنترلشده.
- استفاده از گیج رزوه (Thread Gauge): برای تنظیم دقیق تیغچه رزوه و اطمینان از زاویه صحیح.
- روش برش رزوهها:
- روش مستقیم (Straight In-Feed): ابزار مستقیماً به عمق رزوه میرود، فشار بر هر دو پهلوی تیغچه یکسان است.
- روش زاویهدار (Angular In-Feed - Compound In-Feed): ابزار مرغک متحرک با زاویه نیمزاویه رزوه (مثلاً 29 یا 30 درجه) تنظیم میشود. این روش برادهبرداری را عمدتاً از یک پهلو انجام میدهد و کیفیت سطح و عمر ابزار را بهبود میبخشد.
- عمق نهایی رزوه: محاسبه بر اساس گام و فرمولهای استاندارد (مثلاً برای رزوه متری، عمق کل رزوه حدود 0.6134 * گام است).
- اهمیت روانکاری: خنککاری و روانکاری کافی برای کاهش اصطکاک و افزایش کیفیت سطح ضروری است.
۲.۴. رزوهزنی در CNC - کدهای G و سیکلهای پیشرفته:
- سیکل G76 (Thread Cutting Cycle - Fanuc): یکی از قدرتمندترین و پرکاربردترین سیکلها برای رزوهزنی.
- پارامترهای G76:
- P(m) (r) (a):
- m: تعداد پاسهای نهایی (Finishing Passes).
- r: عمق برادهبرداری هر پاس نهایی (Mini-Chamfer).
- a: زاویه نوک ابزار (Angle of Tool Tip) - 60، 55، 30، 29 و …
- Q(Δd min): حداقل عمق برادهبرداری (Minimum Cutting Depth) برای پاسهای خشنکاری.
- R(d): عمق پاس نهایی (Finishing Allowance).
- X(dmin): قطر کوچک نهایی رزوه.
- Z(L): طول رزوهزنی.
- P(h): ارتفاع تک رزوه (Single Thread Height) - از قطر گام تا قطر کوچک.
- Q(Δd): عمق اولین پاس.
- F(L): گام رزوه (Pitch).
- مثال (سیکل G76 برای رزوه M20x2.5):

- P010060: 1 پاس نهایی، 00 میلیمتر chamfer، زاویه 60 درجه.
- Q100: حداقل عمق 0.1 میلیمتر.
- R0.05: عمق پاس نهایی 0.05 میلیمتر.
- X16.929: قطر فرعی (Minor Diameter) برای M20x2.5.
- Z-25.0: طول رزوه.
- P1536: ارتفاع یک رزوه (single thread height) 1.536 میلیمتر (محاسبه شده).
- Q250: عمق اولین پاس 0.25 میلیمتر.
- F2.5: گام رزوه 2.5 میلیمتر.
- سیکل G92 (Thread Cutting Cycle - Simple): سادهتر از G76 است و برای رزوههای کمتر پیچیده استفاده میشود.
- پارامترهای G92: G92 X... Z... F... (با هر بار تکرار G92 عمق X تغییر میکند).
- نکات برنامه نویسی:
- Thread Lead-in/Lead-out: برای شروع و پایان صاف رزوه.
- Chamfer: پخزنی در ابتدا و انتهای رزوه برای جلوگیری از آسیب و سهولت مونتاژ.
- Compensations: جبران شعاع ابزار (Tool Nose Radius Compensation) در رزوهزنی کمتر رایج است، اما میتواند برای افزایش دقت مورد استفاده قرار گیرد.
- ابزارهای خاص: ابزارهای رزوهزنی با اینسرتهای کاربیدی با پروفیلهای دقیق برای انواع مختلف رزوه.
پیشنهاد برای "بیشتر"های بعدی:
این جزئیات عمیق برای تراشکاری مخروطی و رزوهزنی، میتونه اسکلت اصلی مقالهات رو تشکیل بده. حالا برای اینکه واقعاً مقاله رو به سطح “پیشرفته” ببریم، میتونیم:
- منابع بهروز: با استفاده از گوگل سرچ، آخرین مقالات، نوآوریها، استانداردهای جدید، و حتی ویدئوهای آموزشی مربوط به این تکنیکها رو پیدا کنیم. اینطوری مقالهات بهروز و جامع میشه.
- تصاویر و نمودارها: برای هر بخش، تصاویری از ابزارها، تنظیمات دستگاه، یا حتی نمودارهای محاسباتی ایجاد یا پیدا کنیم تا درک مطلب رو راحتتر کنه.
- چالشها و راهحلهای رایج: برای هر تکنیک، مشکلات متداول (مثل لرزش، دقت ابعادی، عمر ابزار) و راه حلهای عملی برای غلبه بر آنها رو اضافه کنیم.
- مطالعات موردی (Case Studies): مثالهای واقعی از کاربرد این تکنیکها در صنایع مختلف.
دیدگاه خود را بنویسید